

処理(Post Processing)
4-1.洗浄処理 / Cleaning

水を25KHz~275KHzで振動させ、それによって発生した音波によるキャビテーション効果によりバリを除去します。一度に大量の製品のバリを取ることができ、さらにミクロン単位の幅のバリ除去も可能です。
Water is vibrated at 25 KHz to 275 KHz, and the cavitation effect caused by the sound waves generated by the vibration removes burrs. It can remove burrs from a large number of products at one time, and can also remove burrs in micron widths.
4-2.熱処理 / Heat treatment
NiTi合金は作りたい形状に素材を拘束し、熱処理することによって素材が形状を記憶します。
熱処温度は使用したい特性や母材のNi量によって最適化した温度を決め、熱処理工程を進めます。
弊社エンジニアが社内で形状付け型から検討いたします。
お客様のご希望仕様を詳しくお聞きして、オーダーメイドでご提案します。
NiTinol alloys are the material memorizes the shape.
The heat treatment temperature depends on the desired properties and the amount of Ni in the base material,
The optimal temperature is determined according to the desired properties and the amount of Ni in the base metal, and the heat treatment process proceeds.
Our engineers will proposal the shape of the material from the molding process.
We will make a custom-made proposal based on the customer's specifications.
The heat treatment temperature depends on the desired properties and the amount of Ni in the base material,
The optimal temperature is determined according to the desired properties and the amount of Ni in the base metal, and the heat treatment process proceeds.
Our engineers will proposal the shape of the material from the molding process.
We will make a custom-made proposal based on the customer's specifications.
4-3 不動態処理 / Passivation

内径φ0.18mm細径パイプ内を不動態化、銅が析出しない事を試薬で確認しました。 40倍(40x)
4-4.電解研磨処理 / Electro Polishing
NiTi チューブ(外面・レーザーカット面・内面)の電解研磨の粗さ
Electropolishing roughness of NiTi tube (outer surface, laser cut surface, inner surface).
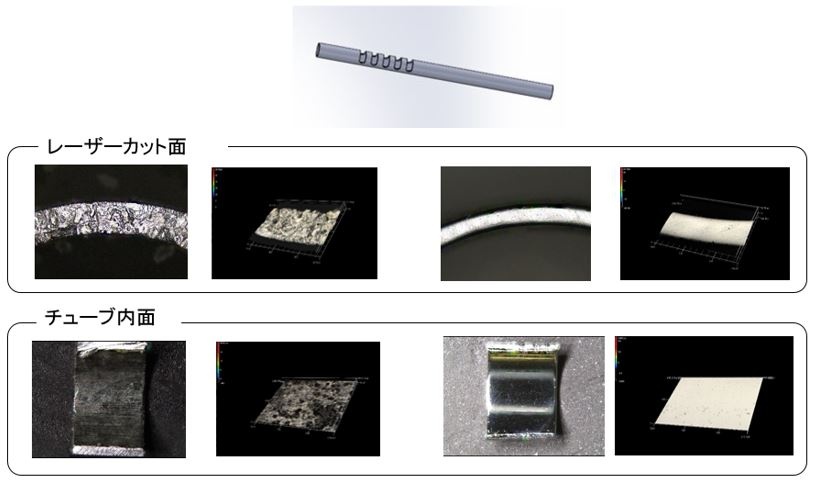
| 電解研磨 未処理品 Electropolished Untreated | 電解研磨品 Electropolished | |
| 外面 / Outer surface | Ra=0.061μm | Ra=0.016μm |
| レーザーカット面 / Laser cut surface | Ra=1.328μm | Ra=0.164μm |
| 内側 / Inside | Ra=0.631μm | Ra=0.016μm |
NiTi 丸型ステント(外面・レーザーカット面・内面)の電解研磨の粗さ
Roughness of NiTi round stent electropolished (outer surface, laser cut surface, inner surface).
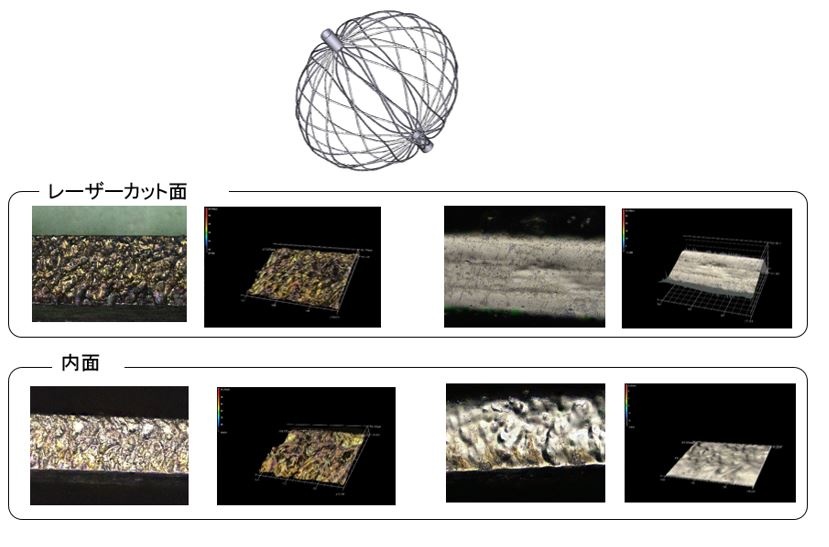
| 電解研磨 未処理品 Electropolished Untreated | 電解研磨品 Electropolished | |
| 外面 / Outer surface | Ra=0.190μm | Ra=0.076μm |
| レーザーカット面 / Laser cut surface | Ra=1.861μm | Ra=0.164μm |
| 内側 / Inside | Ra=1.574μm | Ra=0.203μm |
電解研磨の原理
Principles of Electropolishing.
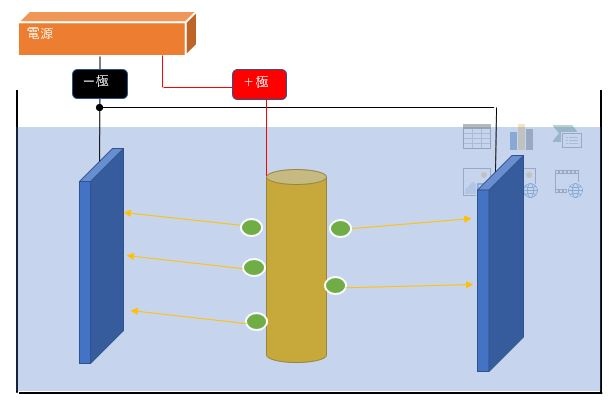
溶液中に研磨対象物を入れて電流を流す事により、凸面が優先的に溶解し表面を平準化=【研磨】します。
研磨対象を+(プラス)極に接続し、対極板を-(マイナス)極に接続します。
NiTiの電解研磨においては複雑で小さな形を均一に研磨する事が難しく専門的な知識を使い研磨を行っています。
By placing the object to be polished in the solution and passing an electric current through it, convex surfaces are preferentially dissolved and the surface is leveled = [polished].
The object to be polished is connected to the + (positive) pole, and the counter plate is connected to the - (negative) pole.
In electrolytic polishing of NiTi, it is difficult to uniformly polish complex and small shapes, and polishing is performed using specialized knowledge.
The object to be polished is connected to the + (positive) pole, and the counter plate is connected to the - (negative) pole.
In electrolytic polishing of NiTi, it is difficult to uniformly polish complex and small shapes, and polishing is performed using specialized knowledge.
液体の電解研磨装置
Electropolishing equipment for liquids.

陽極電解することで応力をかけずに、微細加工バリを除去する事ができます。
光沢性、平滑性、鏡面性、耐食性、洗浄性等々を向上する事ができます。
コンタミやマイクロクラックの除去も可能で、製品の清浄性や耐久性を向上することもできます。
Anodic electrolysis can remove microfabrication burrs without applying stress.
It can improve gloss, smoothness, mirror-like surface, corrosion resistance, and washability.
Contamination (experimental or laboratory contamination) and microcracks can also be removed to improve product cleanliness and durability.
It can improve gloss, smoothness, mirror-like surface, corrosion resistance, and washability.
Contamination (experimental or laboratory contamination) and microcracks can also be removed to improve product cleanliness and durability.
液体を使用しない電解研磨装置
Electropolishing equipment that does not use liquids.

電解研磨でありながら液体を使用しない革新的な乾式電解研磨技術。
1. 複雑なパーツも一体で研磨可能
2. 樹脂との複合材料も研磨可能
3. 環境にやさしい
などの特徴を持ちます。
A revolutionary dry electropolishing technology that uses electrolytic polishing but no liquid.
(1) Complex parts can be polished.
(2) Polishing of composite materials with resin is also possible.
(3) Environmentally friendly
and other features.
(1) Complex parts can be polished.
(2) Polishing of composite materials with resin is also possible.
(3) Environmentally friendly
and other features.
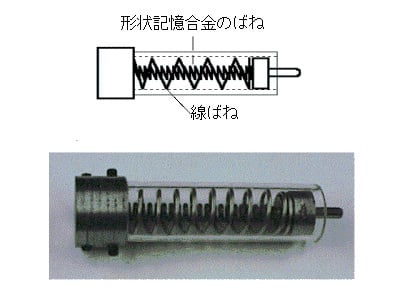
形状記憶合金の開発
Development of Shape Memory Alloys.
形状記憶合金を応用した機能性部品の開発を行っています。
形状記憶合金のばねをバイアスのばねと組み合わせることにより、常温ではバイアスばねの力が勝り、ある一定の温度あるいは通電により形状記憶合金のばねの力が勝ることで、構造の簡単なアクチエータとして動作します。お客様のご要望により試作開発を承っております。お気軽にご相談ください。
形状記憶合金のばねをバイアスのばねと組み合わせることにより、常温ではバイアスばねの力が勝り、ある一定の温度あるいは通電により形状記憶合金のばねの力が勝ることで、構造の簡単なアクチエータとして動作します。お客様のご要望により試作開発を承っております。お気軽にご相談ください。
We are developing functional parts using shape memory alloys.
By combining a shape memory alloy spring with a bias spring, the bias spring's force prevails at room temperature, and the shape memory alloy spring's force prevails at a certain temperature or when energized, allowing it to operate as an actuator with a simple structure. We can develop prototypes according to customers' requests. Please feel free to contact us.
By combining a shape memory alloy spring with a bias spring, the bias spring's force prevails at room temperature, and the shape memory alloy spring's force prevails at a certain temperature or when energized, allowing it to operate as an actuator with a simple structure. We can develop prototypes according to customers' requests. Please feel free to contact us.
4-5.ブラスト処理 / Blasting
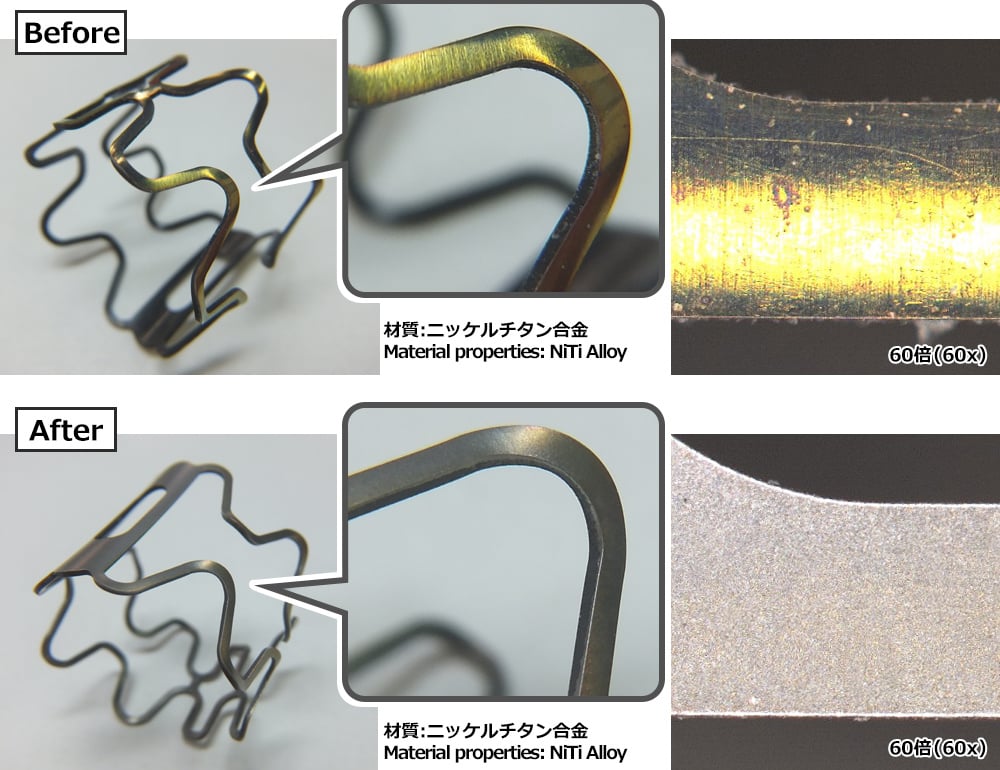
ガラスなどの微粒子を製品の表面に吹き付け、研磨(粗化・研削)します。金属の断面のバリ取りや、熱処理によってできた酸化被膜など、微細な汚れを均一の力で落とすことが可能です。
※画像は熱処理したニッケルチタン合金の表面をブラスト処理することにより、表面にできた酸化被膜の除去と切断面のエッジが滑らかになっているのが分かります。
Glass or other fine particles are sprayed onto the surface of a product to polish (roughen or grind) it. It is possible to remove minute contaminants such as burrs on metal cross-sections and oxide films created by heat treatment with uniform force.
※The image shows how blasting the surface of a heat-treated nickel-titanium alloy removes oxide film from the surface and smoothes the edges of the cut surface.
※The image shows how blasting the surface of a heat-treated nickel-titanium alloy removes oxide film from the surface and smoothes the edges of the cut surface.
